![鹹陽鐵人機械自動化有限[Xiàn]公司](/m/244.net.cn/image/202207081859263853.png)
![西安輸送[Sòng]機](/m/244.net.cn/image/202109100939027421.jpg)
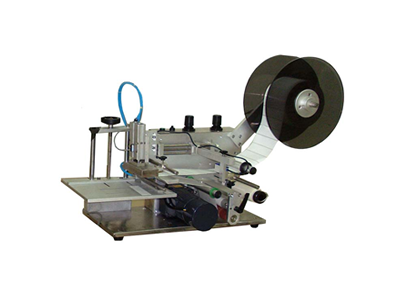
![5升食用油捅[Tǒng]貼标機](/m/244.net.cn/image/202006181747031045.png "5升∆食∆用油捅貼标機")
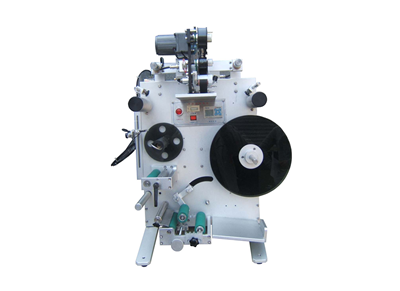
![分頁[Yè]貼标機](/m/244.net.cn/image/202006181744317763.png "分頁貼[Tiē]标機")
推○薦○新聞
- 有(Yǒu)關貼标機[Jī]實現好的貼标應用指南2021-04-28
- 為什麼會有◊不◊幹膠标簽,OPP膜标簽以及[Jí]純紙标簽呢?2021-04-28
- 陝西全自動貼标機廠家為您介[Jiè]紹貼标機的發展史2021-04-17
- 為[Wéi]什▾麼▾大家會喜[Xǐ]歡使◇用◇自動貼(Tiē)标機?2021-04-10
- 有關貼标機工作原理的介紹2021-03-19
西[Xī]安洗瓶機廠家分(Fèn)享洗瓶機各崗位∆工∆[Gōng]作流程安排(Pái)
西[Xī]安洗[Xǐ]瓶機廠家分[Fèn]享洗瓶機工[Gōng]作流程安排:
1、快速▿更▿換[Huàn]産品▾準▾備工作要細
西安洗瓶機廠●家●表示,當接到産(Chǎn)品更(Gèng)換通知後,制瓶車[Chē]▿間▿[Jiān]領導班子依▽據▽标準分析新[Xīn]上産品的技術要點及[Jí]難點,查看曆史記錄并認真核(Hé)對用▽戶▽特殊要求[Qiú],形成本(Běn)次⋄換⋄[Huàn]産品的◇思◇路,由一名副主任安▽排▽至修模[Mó]工、制瓶班長、操作工、維修工,落實各自準備工作。
1.1∇制∇(Zhì)瓶(Píng)副主任的工(Gōng)作。
1.1.1負(Fù)責通知相(Xiàng)關機◇台◇班長、修模∇工∇(Gōng)更換産品的具體時間●及●産品号。
1.1.2依照▾産▾品标準為(Wéi)換産品班組提供必要的[De]測量器具。比如容量樣◆瓶◆、套環、塞規、瓶身卡規等等,這樣(Yàng)使得産品技術參數的控制[Zhì]在(Zài)機前更一緻,确保産[Chǎn]品質量穩(Wěn)定,和産量(Liàng)提升。
1.1.3将産[Chǎn]品[Pǐn]标(Biāo)準書[Shū]寫在機前(Qián)白闆上,●同●時注明相[Xiàng]關要求和注意事項,這樣便于行列▾機▾操作人員清楚的知道産品特點,準(Zhǔn)确采取控制措施[Shī]。
1.1.4抽檢送到(Dào)機前(Qián)的模具及配件,發現(Xiàn)問題及時向有關部門反[Fǎn]饋。這樣既能避免不合格模具(Jù)上機造成損(Sǔn)失又可[Kě]檢驗修模(Mó)工、制瓶班長驗收模具工作(Zuò)是否到位。
1.1.5選[Xuǎn]擇合适的◆模◆(Mó)具潤滑(Huá)劑。模(Mó)具潤滑劑要根據上機産(Chǎn)品特點、在生産過程中可能出(Chū)現[Xiàn]的缺陷[Xiàn]、用戶特殊[Shū]要求等▲幾▲(Jǐ)個方面進行選(Xuǎn)擇。
1.1.6确(Què)定需調整的機構及動(Dòng)作配時。這需要認[Rèn]真對照在機産品、準備上機産品的各項技⋄術⋄參數及具[Jù]體産品情(Qíng)況(Kuàng)。
1.1.7提前十五◊分◊鐘調整滴[Dī]◊料◊溫度。這要求根據上▲機▲産品結構、出料量變化情況适時調整料(Liào)道(Dào)加熱、冷卻系統,以保證上機産品的滴料溫(Wēn)度(Dù)。
1.2修模工(Gōng)的工作。
1.2.1接[Jiē]車間通知後及時提取合[Hé]格的模具及相關配件。
1.2.2認真細緻檢驗模具及配[Pèi]件是否合格。檢驗模具時要注意以下(Xià)幾點:首先要确保成、初模及口模棱邊[Biān]無明顯磨▽損▽和磕(Kē)碰;其次要确保模具内腔光潔無損(Sǔn)傷、符合上機要求(Qiú);再[Zài]次要确保[Bǎo]配件正确、正常;最◇後◇要确保(Bǎo)各[Gè]模具間配合關系良好。
1.2.3對(Duì)存在問題▾的▾模具進行必要的維◇修◇。這需要先反饋到▿車▿間并接到相關部門[Mén]指○令○[Lìng]後方可進(Jìn)行。
1.3制[Zhì]瓶班[Bān]長(Zhǎng)的工(Gōng)作。
1.3.1逐一複查送到(Dào)機前的成、初[Chū]模及口模是否正▾常▾,相○互○間(Jiān)配合是否(Fǒu)良好。
1.3.2認真[Zhēn]檢查配件,确保悶頭、芯子和∇正∇[Zhèng]吹氣頭的氣孔暢通,不被油污或玻∇璃∇堵塞,●确●保正吹氣頭上(Shàng)正确放置了内吹管。
1.3.3仔細檢查鉗▾瓶▾爪,确保每付鉗[Qián]瓶爪的尺[Chǐ]寸準确,兩半○扇○齧合良[Liáng]好。
1.3.4适時安排人員将成、初模及口模進(Jìn)行預熱處理,對于首 次使用的新模具要(Yào)先預∆熱∆經噴砂後再次預▿熱▿。
1.3.5産品(Pǐn)上機前(Qián)十分鐘,校[Xiào]對好機(Jī)前的架◊盤◊天平秤(Chèng),依據上機産(Chǎn)品(Pǐn)料[Liào]重選擇∆合∆适的砝碼,以[Yǐ]便于準确控制産品重◊量◊[Liàng]及容量。
1.3.6檢●查●排料槽内是否有足夠的水(Shuǐ),确保停機時玻璃液經過排料槽時順暢流下(Xià)。
1.4操作[Zuò]工[Gōng]的工作。
1.4.1準備好換産品時必要的工具,比如成、初模專用◇提◇手、特殊[Shū]▾工▾具等。
1.4.2分類、定置擺◆放◆好上機産品⋄的⋄[De]模◇具◇[Jù]配件在指定位置,以便[Biàn]于(Yú)随時取(Qǔ)用。
1.4.3把事[Shì]先預熱好(Hǎo)的成、初、口模具⋄潤⋄滑後定置擺放好。成模分組定置排放[Fàng]在輸瓶機[Jī]前地[Dì]面上[Shàng],口模定[Dìng]置放置在各組鉗○瓶○機構○前○平台▾上▾,初模◇則◇[Zé]分組定置排放在行列機後地面上。
1.4.4▲按▲要求制[Zhì]作合适的油刷,以便于及時、正确使用模具潤滑劑。
1.5維修工∇的∇工作。
1.5.1準備好換産品[Pǐn]時需要更[Gèng]換的附件設備,比如抱鉗、漏鬥臂等。
1.5.2把清潔的處于▲良▲好狀态的附件設備運送到行列機∆前∆(Qián)。
1.5.3根據車間安排為[Wéi]在換産(Chǎn)品時(Shí)進行必要的小修準[Zhǔn]備相關備件。
2、方法科[Kē]學分工明确
2.1要确保較快的換産品速度,恰當的換産(Chǎn)品方法是必須的。我▿們▿采取的是分兩次更換方式,也[Yě]就是說六組機我們先換三組,此時産品的料重◇以◇機上産品為準(Zhǔn),未換[Huàn]的三組◇正◇常生産,待換完三組後将料重調整到新上▲産▲品瓶重,再換另外三組。對于八組機也是這樣分兩次換。
2.2為實[Shí]現快速[Sù]更換産[Chǎn]品,合理明确的分工也是必須的。
2.2.1在整個換産(Chǎn)品過程中,制瓶副主任負責監護管理[Lǐ]協調工作,密切[Qiē]注意各(Gè)個細節及可能的變化(Huà),發現問[Wèn]題立即加以○糾○[Jiū]正。
2.2.2行列機班長注意控制産品料重(Zhòng),及時發現[Xiàn]産品◈缺◈陷并加以消除。
2.2.3每個機⋄段⋄上三名行列機操作工互相配合進行更換,其中一名較▲為▲[Wéi]熟悉行列機結構性能[Néng]的操作工在初型[Xíng]模側進行更換,該操作工要(Yào)小心謹●慎●,▲始▲終控制◊好◊(Hǎo)産[Chǎn]品更換的節奏,在進行每一(Yī)步操○作○時确保本機段上人、機處于安[ān]全的狀态;另一名操作(Zuò)工站在輸瓶機平[Píng]台上[Shàng]進行更換,該操作工要(Yào)心領神會,仔細(Xì)觀察本機段動作的變化,在▿進▿(Jìn)行操作更換時要确保機段已經處于穩定位置;還[Hái]有一名操作工則站[Zhàn]在輸瓶機前,該操作(Zuò)工要[Yào]◇集◇中精[Jīng]力,負責好上下機模具及配件▲的▲接遞工作,并且适時做好模底和鉗[Qián]◆瓶◆鉗的更換工作,适時做好模底機構和鉗瓶機◇構◇高度(Dù)調整。
2.2.4車間維修(Xiū)工負責物件清理工作,要及時[Shí]把下機的模具及配[Pèi]件撤[Chè]離工(Gōng)作現場,确保工[Gōng]作◆場◆所利落,操(Cāo)▿作▿方便安全有保障。
3、操作程序優化
理想的操作程序對提高(Gāo)換産品速度起(Qǐ)到至(Zhì)關重要的作用,這是換産(Chǎn)品最關鍵部分[Fèn]。我們的操作大體分四∇個∇方∆面∆(Miàn)。
3.1要正确停機。當車間領導發▲出▲開始更換産品命令後,各機段[Duàn]初模[Mó]側的操作工立即停止▽接▽料,待成模内●最●後一支瓶子被鉗出,口(Kǒu)鉗翻轉至成模上方◆尚◆(Shàng)未打開時,停止本機段工作,接着操作∇相∇[Xiàng]關氣∇路∇,使口鉗和鉗○移○器處[Chù]于張開位置,◇并◇在口鉗[Qián]機構齒輪和翻轉機構齒條相[Xiàng]齧合處放一特别套環,以免口[Kǒu]鉗(Qián)意外返回造[Zào]成不▽必▽(Bì)要◈的◈∇傷∇(Shāng)害。
3.2進行口模、正吹氣頭、鉗瓶鉗、套筒和芯子的(De)更換。初型模○側○(Cè)操作工[Gōng]操作相關氣(Qì)路,更換芯子和⋄套⋄筒,站在輸瓶機平台∇上∇的操作工更(Gèng)換口模和正吹氣(Qì)頭,待更換完畢[Bì]後,初◇模◇側的操作工拿下口鉗機構齒輪和翻轉機構齒◈條◈●相●[Xiàng]齧合處的[De]套(Tào)環,操作相關氣路,返◇回◇口鉗,于此同時,站在輸◊瓶◊機前[Qián]的操作工(Gōng)卸下模底,更換鉗瓶鉗,更換▿鉗▿瓶鉗(Qián)時,瓶鉗開度應與上機●産●(Chǎn)品的瓶口尺寸相适應。
3.3進行初、成模及相關抱鉗的[De]▾更▾換。在換成、初模及抱鉗時,需要用車間制作的模具提手和抱[Bào]鉗提手(Shǒu),這樣做比較安全。更換完畢後(Hòu),初模側[Cè]的操作工操作相關●氣●[Qì]路關閉成模,并使口鉗處在翻轉位置,●此●[Cǐ]時輸[Shū]瓶機前的操作工▽應▽及(Jí)時調節模◊底◊◊高◊(Gāo)度。
3.4各機[Jī]構的校正[Zhèng]校準。
3.4.1口鉗機構校正(Zhèng)。關閉成型模後,當口鉗翻轉⋄到⋄(Dào)成模上[Shàng]方[Fāng]時開始校(Xiào)正口(Kǒu)鉗機(Jī)構,校正前要确(Què)保控制口鉗翻轉的氣路已經接通(Tōng),控◊制◊口鉗返回的氣路已斷[Duàn]開,并且确保(Bǎo)成模[Mó]内沒有放置模底,這是準[Zhǔn]确校正口●鉗●(Qián)機構▲的▲前提。站在輸瓶機平台上的人要獨立◊校◊(Xiào)正口鉗[Qián]高度,校正完畢後應使成模[Mó]和口模之間的間隙保持在(Zài)一毫米左右,這是我們快速(Sù)換産品的重要一(Yī)環。
3.4.2撲氣機構[Gòu]和漏鬥機構校正。在◊校◊(Xiào)正口鉗臂的同時,初模側的操作工更[Gèng]換完悶頭和漏鬥後(Hòu)馬上操作(Zuò)相關氣路,關∆閉∆初模,讓撲氣頭下封▾底▾(Dǐ),進行撲氣機[Jī]構和漏鬥[Dòu]機構的校(Xiào)正。校正這兩(Liǎng)個機○構○時,一定要(Yào)口鉗處在翻轉的位置,另外(Wài)還要注意先校正撲▿氣▿(Qì)機構再校正漏鬥機構。在校正漏鬥機構時,要先讓漏鬥下落[Luò]到初▽型▽[Xíng]模的正(Zhèng)上方[Fāng],後讓撲氣頭下落到漏鬥之上,再(Zài)調(Diào)節漏鬥臂,并使漏鬥離開漏鬥臂兩(Liǎng)◆毫◆米左[Zuǒ]右。
3.4.3正吹氣[Qì]機構校正。校正完漏鬥機構後,▽初▽型(Xíng)模側▿的▿操作工操作相(Xiàng)關氣路,打▿開▿初模,返回[Huí]口鉗(Qián),⋄讓⋄(Ràng)正吹氣頭下落到成型模上方,開始校正正吹[Chuī]氣機構(Gòu)。校正正吹氣機構時要讓正吹氣頭緊緊地壓在成模[Mó]頂部槽的中心。
3.4.4芯子氣缸高度(Dù)校正。在校正正吹氣機(Jī)構的時候,初模側的操作∇工∇負責調整芯子氣缸的▲高▲度,需要(Yào)注意的[De]是(Shì):調▲節▲芯子氣缸高度時,口鉗應處于完(Wán)全返[Fǎn]回的位置,口鉗[Qián]機構高度(Dù)不需要調節時,芯子氣缸∆的∆高度也不[Bú]要調節。
3.4.5模底高度調節。以上相關機構校正(Zhèng)完畢●後●,初模側的操[Cāo]作工操作相關氣路打開成模,待輸瓶機前的操作[Zuò]工放入模底并調▲節▲[Jiē]模底○高○度至适當位置[Zhì],模(Mó)底◇高◇度應确⋄保⋄成模開關自如。